

Description of the liquid ring vacuum pump
A liquid ring vacuum pump is a rotary displacement pump in which an eccentrically mounted rotor with fixed blades pushes a liquid against the wall of the stator (housing). The liquid takes the form of a ring concentric to the stator and forms together with the rotor blades several spaces with changing volumes. The pumps can be manufactured conventionally as well as hermetically sealed with magnetic drive or canned motor drive. The leak tightness of these pumps is particularly important when it comes to pumping highly toxic, carcinogenic or radioactive gases and / or vapours where leakage of operating liquid is unacceptable. The main field of application is in the chemical industry and in process engineering for the extraction and compression of dry and above all moist process vapours.
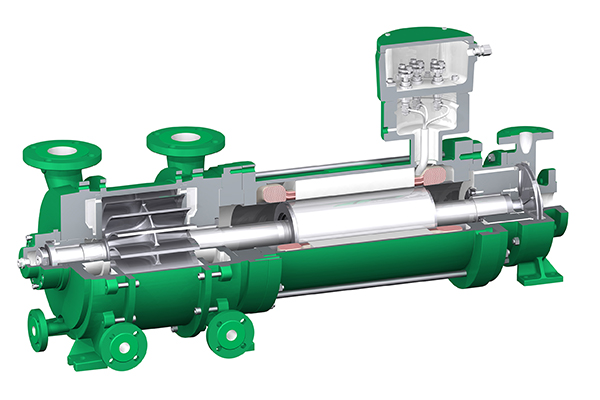
Type LVPH – Canned motor design
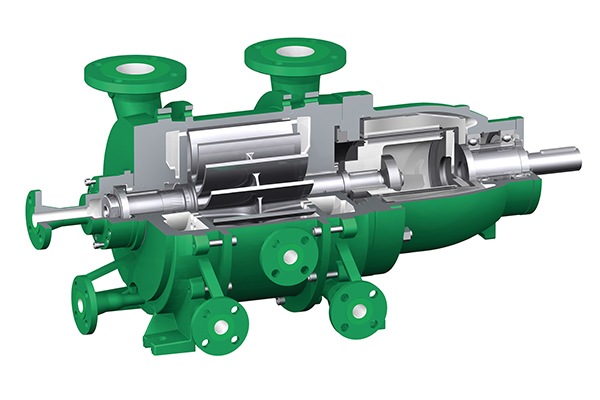
Type LVPM – Magnetic coupled design
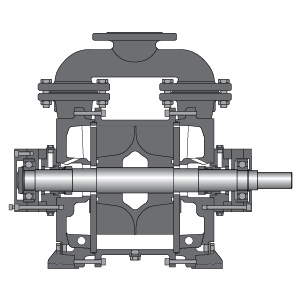
Type LVPG – Mechanical seal design
Description of the Package Unit
Compact, ready-to-connect vacuum systems have proven to be particularly advantageous for research, planning and production. All components, such as vacuum pump / compressor, liquid separator, heat exchanger, gas ejector, valves, fittings, operating and supply lines, etc. housed in a space-saving package unit are easy to operate and maintain. When using sealless vacuum pumps / compressors, these systems are hermetically sealed. The tight ring liquid circuit ensures completely leak-free operation; therefore, no operating liquid can reach either the atmosphere or the disposal facilities. Operating liquid and cooling liquid are in separate circuits to ensure that the cooling liquid is not subject to contamination by process gas components. Aggressive, toxic, foul-smelling gases and vapours can be neutralised using a suitable operating liquid in the ring liquid circuit. Condensable intake mixtures, such as solvent vapours, are condensed through the installation of condensers and immission coolers in the package unit allowing cost-saving recovery of solvent. The hermetically sealed package unit is, therefore, a modern, perfect solution to problems in modern vacuum and process technology characterised by maximum environmental friendliness and cost-effectiveness.
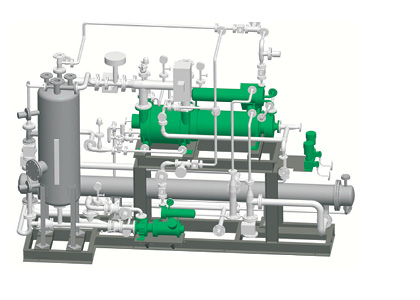
Vacuum package unit type ALVPH 1800