

Hermetically sealed submersible pumps
The safe and reliable solution for applications in chemical and petrochemical industries

Typical applications of hermetically sealed submersible pumps:
tank farms / terminals / pipelines / UREA processes / gas storage caverns

The difference at a glance:
Comparison of the shaft length at the same installation depth
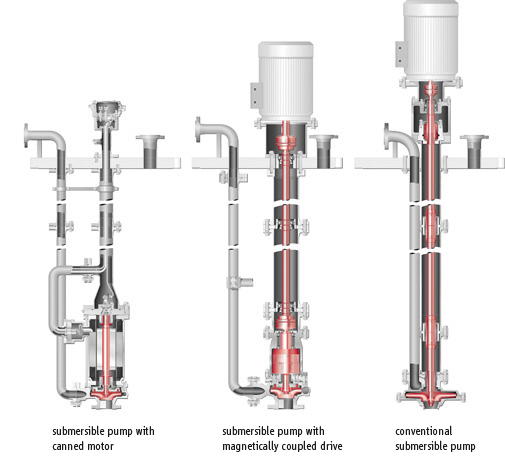
Abstain from drive shafts being long and susceptible to troubles
Spare needless shaft and guide bearings
Forget complex and cost-intensive seal technology

Hermetically sealed submersible pumps ensure a safe and controlled conveying of your medium.
Benefit the following:
- long service life
- low operating costs
- high availability
- proven canned motor pumps technology
